沖壓機回收,氣動液壓沖床回收,高速油壓沖床回收,數(shù)控沖床回收,小型沖床回收,日本沖床收購,自動沖床回收,液壓沖床回收,臺灣沖床回收,精密沖床收購,收購沖床價格,齒輪沖床,可傾沖床

因為專業(yè),估價才能更準(zhǔn)確
回收優(yōu)良設(shè)備,提供優(yōu)良服務(wù),“再造”優(yōu)良沖床
全國服務(wù)熱線13537311221
全國服務(wù)熱線13537311221
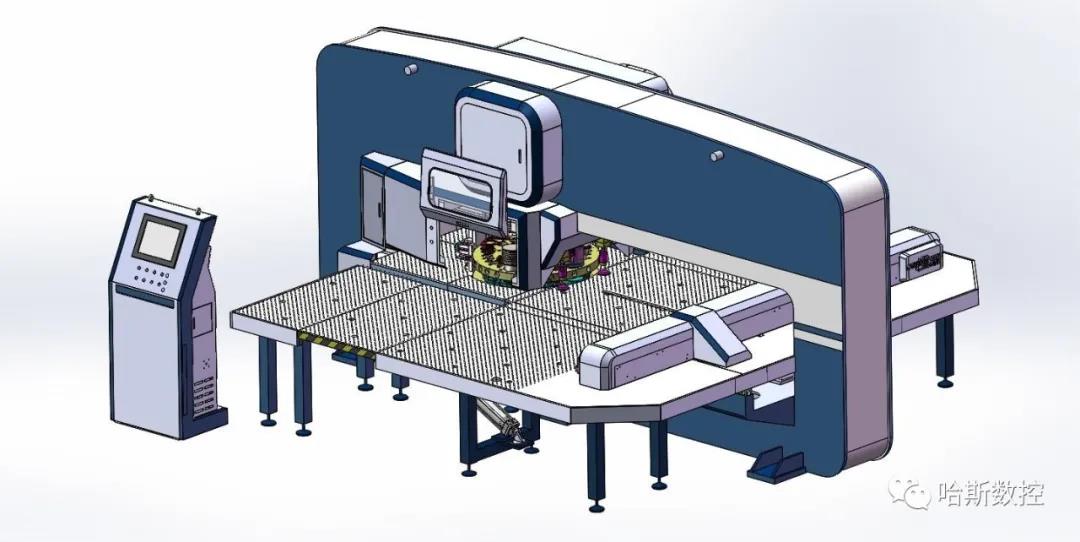
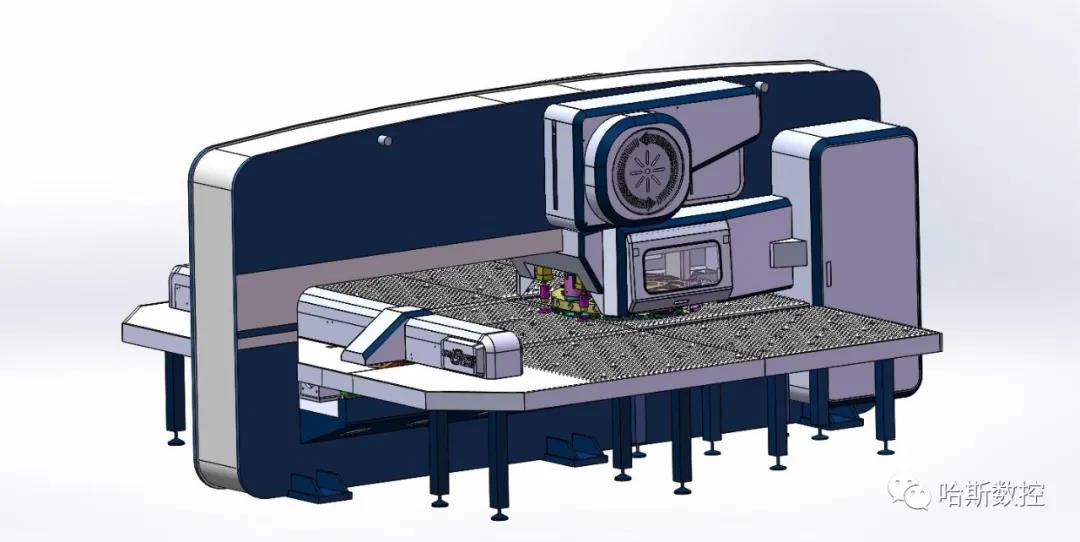
數(shù)控轉(zhuǎn)塔沖床的分類與介紹
數(shù)控轉(zhuǎn)塔沖床是數(shù)控沖床的首要類別之一,英文名(CNC Turret Punch Press),縮寫NCT。數(shù)控轉(zhuǎn)塔沖床(NCT)集機、電、液、氣于一體化,是經(jīng)過轉(zhuǎn)塔沖床模具在板材上進行沖孔加工、淺拉深成型的壓力加工設(shè)備。
功能介紹
數(shù)控轉(zhuǎn)塔沖床(NCT)由電腦控制體系、機械或液壓動力體系、伺服送料機構(gòu)、模具庫、模具挑選體系、外圍編程體系等組成。
數(shù)控轉(zhuǎn)塔沖床(NCT)是經(jīng)過編程軟件(或手工)編制的加工程序,由伺服送料機構(gòu)將板料送至需加工的方位,一起由模具挑選體系挑選模具庫中相應(yīng)的模具,液壓動力體系按程序進行沖壓,主動完結(jié)工件的加工。
分類特點
數(shù)控轉(zhuǎn)塔沖床(NCT)分為全電伺服數(shù)控轉(zhuǎn)塔沖床、機械式數(shù)控轉(zhuǎn)塔沖床(飛輪式數(shù)控轉(zhuǎn)塔沖床)、液壓數(shù)控轉(zhuǎn)塔沖床。
其中全電伺服數(shù)控轉(zhuǎn)塔沖床為全新的塔沖類型,采用伺服電機直驅(qū)式主傳動,保留了機械式主傳動結(jié)構(gòu)簡單成熟牢靠的優(yōu)點,一起兼具比液壓主傳動更好的特性,其特點顯著、功能強大。采用全電伺服智能沖擊頭,可實現(xiàn)沖切、成型、滾筋、刻字等多種工藝。
機械式轉(zhuǎn)塔沖床因精度長時間安穩(wěn)且壽命長,并且價格與全電伺服數(shù)控轉(zhuǎn)塔沖床相比較低,被廣泛運用,但功率和功能都遠(yuǎn)不如全電伺服數(shù)控轉(zhuǎn)塔沖床。
液壓轉(zhuǎn)塔沖床因為存在耗材液壓油且不適合在高溫環(huán)境下工作,已逐步淡出群眾視界。

運動軸
X軸:將工件沿垂直于床身長度方向移動的伺服驅(qū)動軸
Y軸:將工件沿平行于床身長度方向移動的伺服驅(qū)動軸
A軸:旋轉(zhuǎn)轉(zhuǎn)塔型刀具庫挑選模具的旋轉(zhuǎn)軸
C軸:模具主動分度的旋轉(zhuǎn)軸,能夠任意視點旋轉(zhuǎn)模具
加工方法
1)單沖:單次完結(jié)沖孔,包含直線散布、圓弧散布、圓周散布、柵格孔的沖壓。
2)同方向的接連沖裁:運用長方形模具部分堆疊加工的方法,能夠進行加工長型孔、切邊等。
3)多方向的接連沖裁:運用小模具加工大孔的加工方法。
4)蠶食:運用小圓模以較小的步距進行接連沖制弧形的加工方法。
5)單次成形:按模具形狀一次淺拉深成型的加工方法。
6)接連成形:成型比模具尺度大的成型加工方法,如大尺度百葉窗、滾筋、滾臺階等加工方法。
7)陣列成形:在大板上加工多件相同或不同的工件加工方法。
加工工位
通用轉(zhuǎn)塔模具一般按模具能加工的孔徑尺度進行分級,方便模具的選用。一般分為A、B、C、D、E五檔。二手沖床回收
A(1/2”)工位:加工規(guī)模Φ1.5~Φ12.7mm
B(1-1/2”)工位:加工規(guī)模<Φ31.7mm
C(2”)工位:加工規(guī)模<Φ50.8mm
D(3-1/2”)工位:加工規(guī)模<Φ88.9mm
E(4-1/2”)工位:加工規(guī)模<Φ114.3mm
一般隨機裝備需改變時,1D=8A=4B=B+C。

應(yīng)用職業(yè)
產(chǎn)品廣泛應(yīng)用于電力成套設(shè)備、機箱機柜、幕墻裝飾、家用電器、電梯職業(yè)、防火門職業(yè)、空調(diào)、廚房設(shè)備、辦公設(shè)備、五金家具、醫(yī)療機械、照明燈具等冷沖壓加工職業(yè)。使用單次沖裁方法和步?jīng)_沖裁方法沖出各種形狀、尺度的孔和零件,特別適用于多品種的中、小批量或單件的板材沖壓。

熱線電話:13537311221
聯(lián)系人:郭生
手機:13537311221
郵箱:664582281@qq.com
地址:廣東省東莞市塘廈鎮(zhèn)




