
因為專業,估價才能更準確
回收優良設備,提供優良服務,“再造”優良沖床
全國服務熱線13537311221
全國服務熱線13537311221
我對數控沖床的一點體會
光陰荏苒、歲月如梭,轉眼就退休了。回想起上世紀九十年代初,哪個鈑金廠進口臺數控沖床,還真是鳳毛麟角,感覺像是給新產品試制插上了翅膀一樣,從個別件試制到小批量生產的下料再也不需要去找通用沖角模、沖孔模甚至手工剪等工具去生產了。轉眼跨過二十世紀,激光切割機逐步推廣普及,從CO2激光到光纖激光,從小功率500W到幾千瓦,再到現在的幾萬瓦,切割成本越來越低,耗材越來越省,大有激光切割機替代數控沖床之勢。許多小型鈑金廠買臺激光切割機,再添置數控折彎機和焊機就可以生產了。
數沖技術
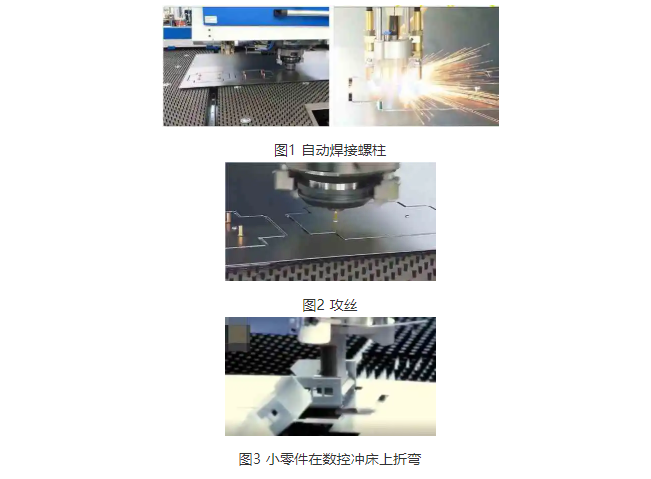
隨著機械制造業發展的突飛猛進,數控沖床零部件的材料、熱處理、加工精度、表面處理、伺服控制模塊等方面日益成熟,數控沖床的可靠性及壽命大大提高,最為突出的是工藝能力大幅提高,不但可以沖孔、切角,而且能自動焊接螺柱(圖1)、翻邊、攻絲(圖2)、百葉窗、淺拉深、沉孔、滾筋、壓筋、壓印滾切、帶成形的通風孔、折彎(圖3),甚至能全部完成整個小零件的加工。過去,數控沖床多是將一張板上所有零件全部沖好后,才放下來去掉微連接,分類放好后,再上折彎機折彎。現在,可以沖一個卸一個,減少了撞擊事故的發生,而激光切割機目前還沒有這個功能。激光切割機由于工件是不夾緊的,一旦與切割頭相撞,整張大板上的工件會部分甚至大部分報廢。
國產數控沖床質量也今非昔比。記得第一臺數控沖床安裝時拆開來清洗是必須的,因為里面有切屑等雜質。雖然滾珠絲杠副、導軌滑塊、伺服控制模塊采用進口部件,用了一段時間后問題仍很多。現在,好多廠家非但提高了設備零部件的國產化率,產品質量也跟過去不可同日而語。
數沖模具
再來談談數控沖床模具。由于數控沖床可以將長的直邊和曲線邊用矩形模(如50mm×4mm、20mm×3.5mm、8mm×3mm等)和圓形、曲線形等模具來步沖完成加工,所以數控沖床沖裁力大多在35噸左右,模具大多是小型的。由于我們需要保證板材上各種形狀孔的尺寸,對不同厚度的板材所用凸模的尺寸就是圖紙要求的尺寸,再根據不同厚度和材料的鈑金件選用不同間隙的凹模。一般凸凹模間隙要比沖壓手冊上的間隙稍大。在保證產品質量的前提下,適當增大間隙有利于減少刃口的磨損,顯著提高模具壽命。有人做過試驗,間隙/厚度取10%時,刃磨壽命1萬次,取25%時,刃磨壽命可達6.8萬次,但這要在產品毛刺允許的情況下進行。如果間隙合理,出現毛刺過大,則沖頭和凹模要及時刃磨。一般通過調整凸模沖入深度參數來調節凸模進入凹模的距離S。推薦板厚t≤1.2mm時,S值取0.7~0.9mm;板厚為1.5mm時,S值取1.0mm;板厚為2.0mm時,S值取1.1mm;板厚為3.0mm時,S值取1.5mm,毛刺高時適當加大0.2mm左右。硅鋼片等脆性材料S值不超過0.5mm。多次刃磨后可試沖調節沖切深度參數,模具刃口變純后,將使沖裁件質量變壞,這時應在正常磨損階段內及時刃磨,否則會增大刃磨量。一般刃磨量每次不要超過0.4mm。
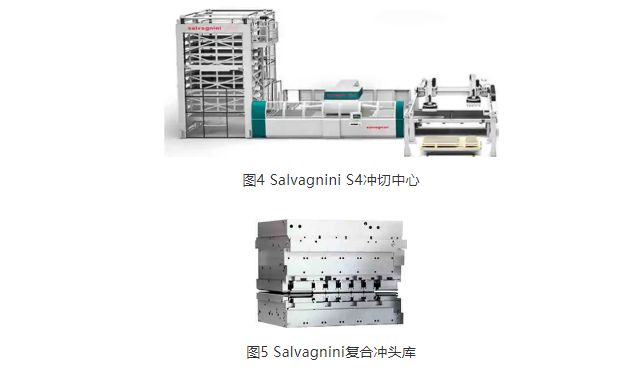
歐技公司有帶12個、16個和24個沖模的三種數控沖床,每個模具均可旋轉。后來的沖床有32個模位,4組旋轉沖模,比較先進的Salvagnini S4(圖4)有2個旋轉沖模,2個大模具和帶40個小沖模的復合沖頭,這些模具安裝在同一塊模板上,所以只有旋轉模可轉動,其余模具不動,當板材運動到某個模具下方時,這個模具就會受到沖擊沖孔一次,所以S4在加工時是不需要換模的。另外,S4帶有一個直角剪(集成剪刀),直角剪由500mm×500mm獨立刀片構成,帶上壓料器。使用直角剪的目的是節約材料,一旦一個零件切角沖孔完成,就可用直角剪下料,之后,隨毛刷帶輸送到下一工位。需要特別注意的是,S4換模(更換新模具、刃磨、維護保養)后模具位置絕對不能出一點差錯,否則會損壞整個沖頭部分。正確的做法是確定模具庫后,沖一張含復合沖頭庫中(圖5)所有模具的樣板,依據樣板次序,分別將上下模安裝在上下模固定條(可裝8個模具)上,再將上下模固定條并排放好,并依據樣板次序分別安裝在上下模座上。一直堅持這樣做,三年來數控沖床從未出過故障。
另外,數控沖床配備的模具盡量用原廠的。為了省錢讓模具廠單獨加工的數控轉塔沖床模具,由于偏心量大,造成一邊全是光亮帶,磨損劇烈,間隙全到了另一邊,毛刺高得嚇人。工件再放到Salvagnini P4上折彎,造成P4折彎梁磨損,工件出現腰鼓形。后來報廢了幾套模具,另外幾套勉強在用。S4上的模具采購堅持要另外的供應商做,換上后響聲特別大,造成復合沖頭上部開裂,因此轉塔沖和S4沖模要盡量找原廠或者專門做該品牌的廠家購買,對模器對不上的(凸模不能順利進入凹模)絕對不能用。
維修
數控沖床維修前要清理沖床及其周圍,主要清理灰塵、臟油及潤滑脂。每次維修后一定要清點各種工具是否缺少。我曾遇到兩次故障,一次是拆機后,沒有在S4上把掉落的螺釘找到,最后撞壞了滑塊。另一次是忘記將扳手拿掉,撞壞了感應器。維修過程中,不允許站在導軌及齒條上,這會使鞋底的砂粒進入運動部件之間,造成機械劃傷、壓痕等,加速數控機床的損壞。對于伺服閥多的數控沖床(S4),一定要按時換油(一般是一年多),不要漏油就加油。對漏油先要找出原因堵漏,再按規定加油或換油。換油需清理油箱內部,用干凈不帶絨毛的布(最好是絲綢廠的邊角料)拭凈方可加油。同時要換掉過濾器,先打循環1~2小時后才可試運行(使新濾芯過濾掉新油中的顆粒物)。
出現故障后,由于現在的系統都有故障提示,大部分是該故障的感應器零件有問題,但有時是前面和后面的油路、氣路或電路造成的,要仔細分析,多觀察,多了解才能找到故障原因,找到修理機床的好辦法。記得歐技的數控沖床停了三個月,找了公司的電氣工程師、機械工程師,還請了揚州數沖方面的專家,但均未找到原因,最后自已根據數控沖床一會能動,一會不能動,發現一根1.5平方毫米的5芯護套線已折斷,撕開護套線護皮,將同樣的顏色線接好,一切OK。
對于電容器爆漿,電阻燒黑一般用肉眼都能看到,替換同樣法拉和歐姆的電容和電阻后,大多能修好,一般我是經過一到兩天自已反復研究觀察,測試后仍無辦法,才向原廠或維修公司提出修理申請,這樣做的好處一是避免人家過來后發現是點小問題,弄得大家都不好意思,二是為公司節省一大筆修理費用。
安全
再談安全,安全是安裝調試生產的關鍵,沒有安全就什么都不要去談,我也經常去一些公司參觀現場,按道理講,數沖橫梁運動區域都用信號帶標出,正常生產時是不允許進入的,可是實際上很難做到,如S4料庫配重門毛刷輸送帶、送料擋板,在試車時絕對不允許站人。我的一位領導是資深的老鉗工,一次主沖軸故障,拆裝后叫我單沖一下,他在臺面毛刷板上看上面部件的運動情況,我已經提起的手指在按下按鈕前停了一下,看到顯示屏上的沖切坐標是(X120,Y230),好險,盡管沒有出人身事故,我整整一周都沒有睡好覺,所以希望大家處處注意安全,沒有安全保證,領導讓操作也堅決不動手。二手沖床回收
維護保養
維護保養措施有:⑴激光切割機、等離子切割機等煙塵大的機床不能與數控沖床離得太近,實在要放一個車間也必須隔開,因為煙灰對導軌等運動部件和控制電氣部件等危害非常大。⑵運動部件在上油前要擦拭干凈,再按照說明書規定的潤滑油和潤滑脂加注。經常關注潤滑泵儲油箱的油位,檢查液壓站油位高度。每天上下班及換班時給空壓機儲罐及過濾器放水。⑶清理電箱內及各電氣驅動模塊的灰塵。長時間不用要經常通電,利用空調和電氣自身熱量吹走潮氣,另外還可以給不間斷電源充電。⑷絕對不允許用手轉動轉塔,否則會造成蝸輪蝸桿副嚴重磨損,平時要養成在安全的前提下用手動按鈕轉動轉塔的良好習慣。⑸對液壓、氣動元器件要經常檢查密封是否完好。⑹由于真空泵大多在廢料箱(或小車)附近,所以廢料要及時清理。
結束語
數控沖床的功能越來越多,除了文中介紹的外,不少廠家還增加了激光切割頭,發揮了各自的優勢作用,對一些尖角和不允許沖寬度的零件用激光切一下就更完美了,以上是我的一點個人經歷與大家共享。




